Cách cài đặt lại gốc máy CNC Fanuc
Cách cài đặt lại gốc máy CNC Fanuc Fanuc Zero Return Procedure
Cách cài đặt lại gốc máy CNC Fanuc – Fanuc Zero Return Procedure
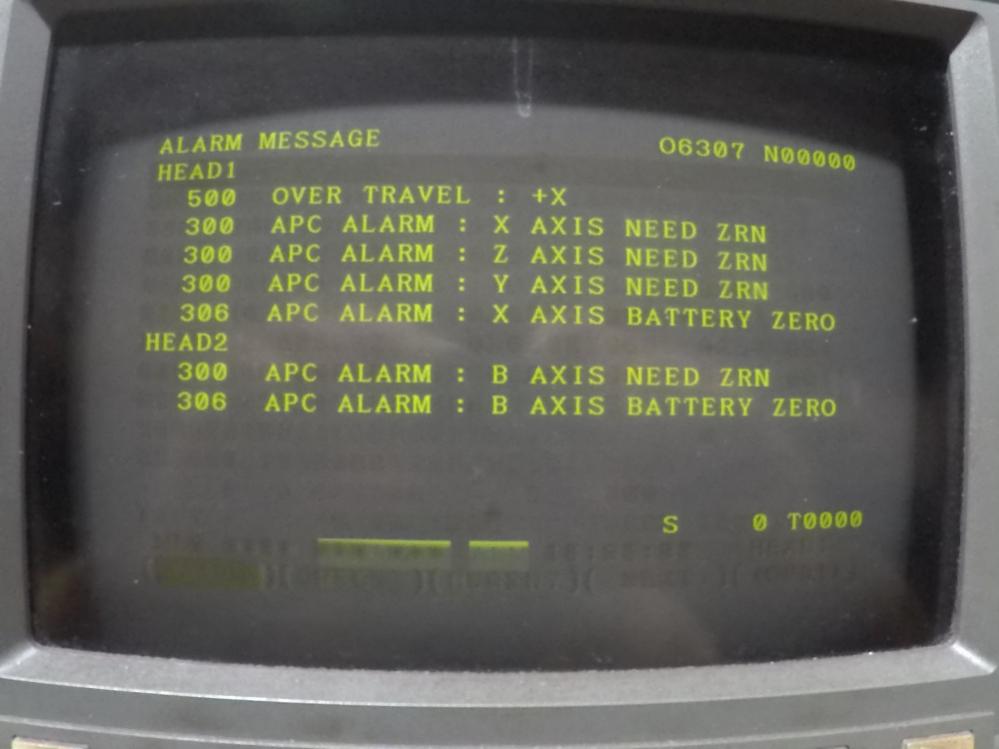
Trong quá trình vận hành máy CNC Fanuc. Rất khó tránh khỏi hiện tượng mất gốc máy ( máy không nhận gốc). Hiện tượng này thường xảy ra khi máy bị hết pin nguồn nuôi. Hoặc trong quá trình thay thế động cơ, Thay thế Encorder dẫn đến thay đổi vị trí khiến máy không nhận được gốc. Trường hợp này cũng có thể xảy ra khi có va chạm cơ khí
Các bước thao tác đơn giản sau đây sẽ giúp bạn lấy lại gốc máy một cách dễ dàng.
Thủ tục giúp đặt lại gốc máy CNC fanuc
- Di chuyển trục đến nơi mà bạn cho rằng gần điểm gốc Zero “0” của máy nhất. Nếu bạn không thể đến vị trí mình muốn, hãy nhấn giữ “P” và “Cancel” khi bật nguồn để vượt giới hạn mềm hoặc bạn có thể tạm thời thay đổi giới hạn vượt mức mềm. CẢNH BÁO!!! Không thử giữ bất kỳ phím nào khác ngoại trừ P và Hủy. Bạn có thể thổi bay các thông số, chương trình hoặc dữ liệu khác.
- Chọn chế độ “MDI”
- Nhấn phím chức năng “OFFSET SETING.”
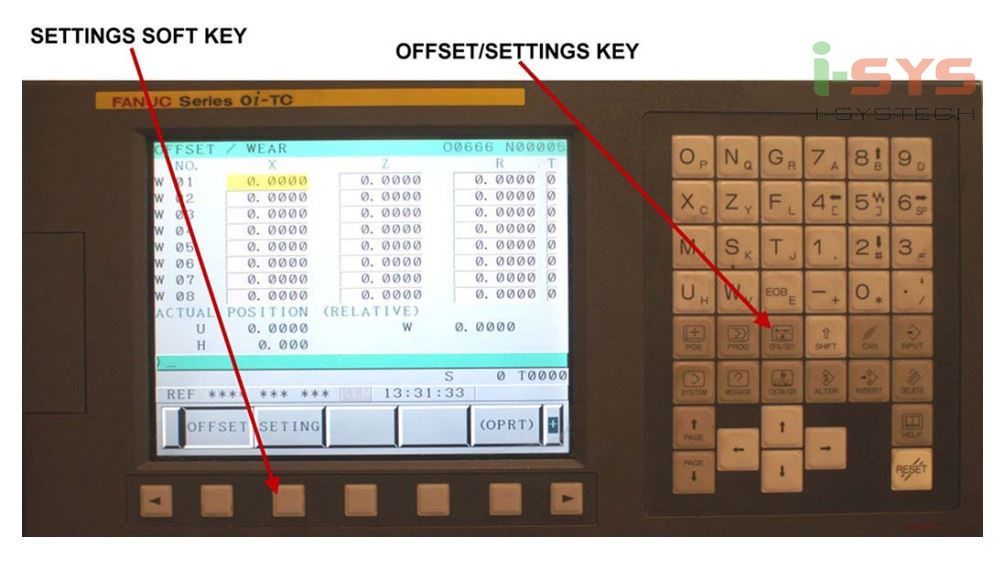
4.Nhấn phím “SETTING”.
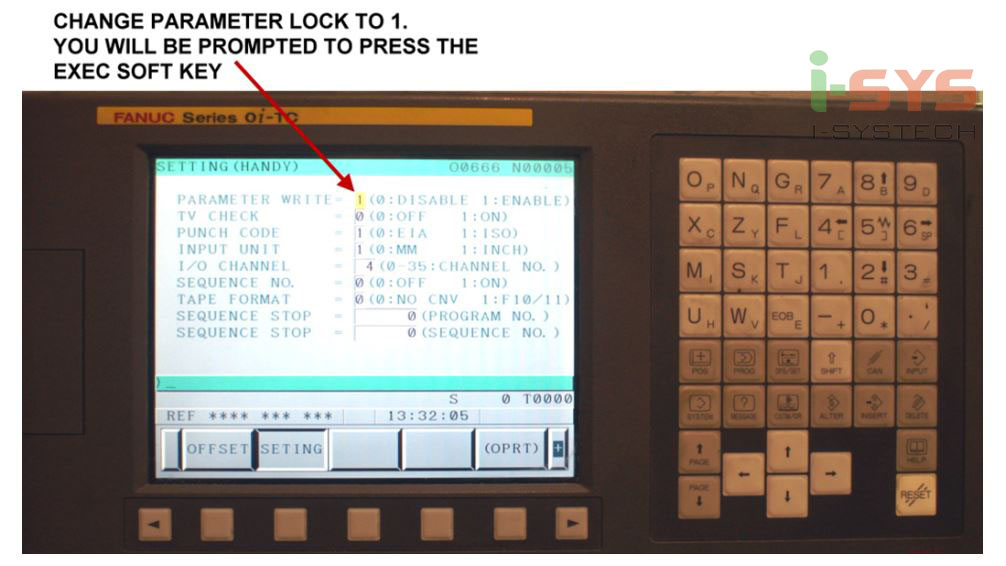
5.Di chuyển con trỏ đến “PARAMETER WRITE”. Có thể cần trang lên(page up) hoặc xuống(down) để lên đầu các số Tham số.
6.Bật PWE (Parameter Write) chuyển giá trị từ 0 nó trở thành 1 ( nhập số và input giá trị vào). Bước này thông thường phải nhấn nút dừng khẩn cấp vào thì mới thay được giá trị – Bước này trong tài liệu thường không nói (chắc giữ bí mật để thợ sửa chữa kiếm ăn)
7.Nhấn phím chức năng “cứng” “SYSTEM”
8.Nhấn phím mêm (soft key) “PARAM”
9.Gõ 1815 và ấn “No. Search”. Thao tác này sẽ dẫn đến Parameter 1815.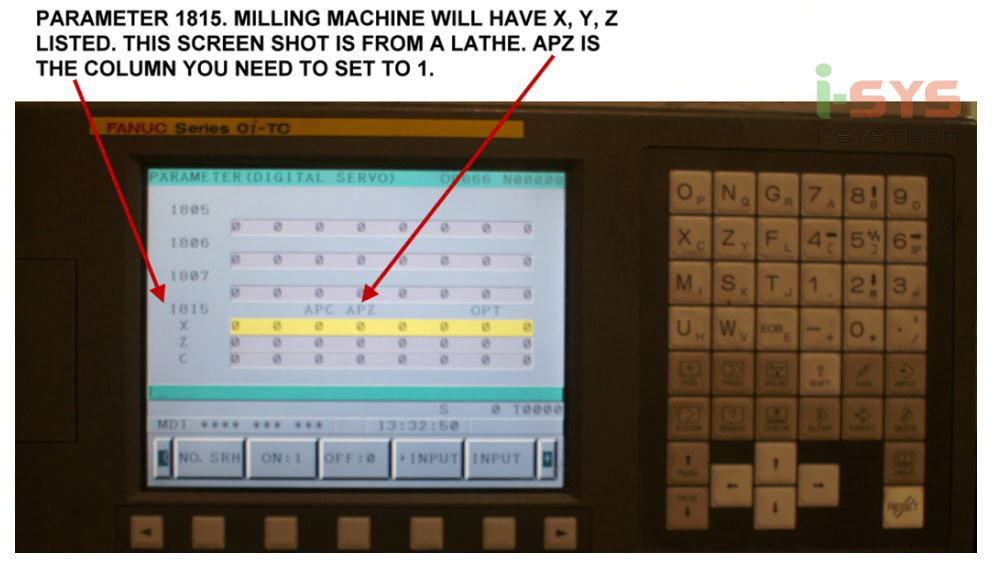
10. Dùng mũi tên lên xuống để chọn trục mà bạn đang muốn đặt lại gốc X, Y hoặc Z.
11.Thay đổi bit 4 (APZ) (đảm bảo bạn đếm từ bên phải bắt đầu với khoảng trắng đầu tiên là Zero, Bit như được hiển thị ở đây-76543210). Thao tác này sẽ xóa số gốc (zero) tham chiếu hiện tại. Cảnh báo phải tắt nguồn sẽ xuất hiện, KHÔNG TẮT NGUỒN
12. Quay lại tham số 1815 và biến bit 4 thành một (giá trị 1)
13.Tắt nguồn máy trong một phút và bật nguồn. Vị trí gốc (home) mới sẽ được thiết lập.
Lưu ý:
Khi cột APZ tham số 1815 thay đổi thành 0. Điều này có nghĩa là bộ mã hóa tuyệt đối trong trục tương ứng đã mất vị trí 0 của nó. Khi bạn xoay nó trở lại 1, điều này cho phép bạn di chuyển trục trở lại 0 nếu nó không phải. Sau đó bạn phải thay đổi nó quay lại số 0 để giải phóng vị trí số 0 cũ mà bạn đặt ngẫu nhiên để di chuyển trục, sau đó quay lại 1 để đặt nó vào đúng vị trí của nó.
Trục Z rất phức tạp vì bạn phải đặt nó một cách hoàn hảo nếu không vị trí thay dao của bạn sẽ bị lệch. Nếu nó không đúng, hãy tiếp tục sử dụng quy trình này khi bạn di chuyển số 0 để điều chỉnh cho đến khi bạn có vị trí thay dao được đặt đúng và có thể thực hiện thay dao trơn tru.
Cuối cùng khi bạn đã hoàn tất, hãy thay đổi khóa tham số của bạn trở về số 0 ( bước số 6) và Khởi động lại máy.
Bạn đã xong việc rồi đấy!
Tham khảo thêm các bài viết khác: LỖI SERVO FANUC THƯỜNG GẶP VỚI MÁY CNC; LỖI THƯỜNG GẶP VỚI BỘ AMPLIFIER FANUC